I’ve done quite a bit of work on my ‘quick view’ comparisons of casting materials in the casting section of the Materials menu. This is just text, and focuses on the essential technical information needed .. especially if in doubt as to which material to go for. It’s a lot of text! .. I’m working on posts with less text, and some nice pictures, which will be coming very soon, I promise! To be honest, my main reason for reproducing the whole thing here rather than just writing ‘go and look at it if you want’ is so that I can tag it properly for internet searches which one can’t do with ‘pages’ on the wordpress.com version.
The following is a combination of the easy-reference tech info sheets we provide for our Modelling, mouldmaking and casting course and for the mouldmaking/casting day on the Model-making Techniques course with a lot more added .. because there’s more space on digital paper! The ‘pros and cons’ for each material are generalised and, because there are many different brands with differing properties, they may not apply equally to all of them. The ‘featured materials’ are mainly those we either use or refer to on the courses. Example prices for the materials are from April 2014 and they are adjusted to include VAT. Full addresses for the suppliers can be found in the Suppliers section. Mixing ratios and properties are based on current use, but always check info supplied with product when bought in case of changes.
Prices will be updated each year and more information will be added when it’s significant.. for example, when I start using epoxy resin, which I’ve had to omit from this list for the moment.
See lexicon for explanation of special terms if needed (some anticipated ones are written bold). Often you will see reference made to curing rather than setting, ‘becoming hard’ or ‘drying’ in normal language. This is the proper term for describing the setting and hardening process when two or more parts of a material are mixed together and undergo a chemical change. ‘Drying’ is what water-based materials do when they just harden by the slow evaporation of water in them. ‘Setting’ is what jelly does when the long molecules start to connect, turning it from a liquid to a solid. With ‘curing’ .. usually once a material has cured the change can’t be reversed.
Manufacturer’s ‘use by’ dates just need to be taken with a big pinch-of .. ‘under advisement’! I wouldn’t say they can be ignored, but they are really just an indication of the general time period during which a material will behave as it’s supposed to. I regularly use materials twice, three times or even more than their recommended shelf life with no major problems. Often all that happens is that mixing/working time .. the pot life .. or setting/curing times are different. If in doubt or if the job is important always test some of the material first. Always date a material visibly on the packaging as soon as you buy it together with a note of the recommended shelf life, just so that you can anticipate if there will be changes.
Polyurethane resin
Advantages very fast-working (average 3-4mins pot-life and 30mins demould). Choice of unfilled or pre-filled brands (i.e. already with a certain amount of inert filler material). Stronger than plaster especially for delicate or hollow castings, safer than polyester for indoor work. Less brittle than polyester, good tooling .. i.e. sanding, cutting afterwards whether by hand or with machine tools. Opaque when set .. usually ranging from white to light-beige. Easy 1:1 mixing (can be by volume in some cases, but usually should be by weight). Low odour. Low viscosity (i.e. most types thinner than liquid plaster or polyester) making ideal for filling intricate moulds. Very good detail reproduction. Variety of types ( i.e. very low viscosity for detailed work, slow-set for ‘slush’ casting, semi-flexible versions etc). Useful longer ‘green stage’ before complete setting for trimming and bending. Some resins can be heated after curing for heat-bending, but usually only thinner sections. Fewer contamination issues (less tackiness). Good mixing with a variety of inert fillers if needed e.g. Fillite, marble dust, metal powders etc. Takes powder pigment well though colour is muted on curing. Clean-up uncured PU resins with meths or acetone. Higher temperatures (including deliberately warmed moulds) can speed up curing, lower temperatures will slow down.
Many polyurethane resins start transparent but turn opaque on setting. This has an advantage because trapped air bubbles can be spotted and dealt with in a shallow mould before the resin turns.
Mix using disposable plastic ‘party’ cups and hold the cup palming the bottom. Mix thoroughly but quickly and stop to pour as soon as there’s a hint of warmth from the cup. Small amounts should not need much more than about 10secs thorough mixing.
Not so good Very short working time and sudden cure .. practise needed in timing for mixing and pouring. Not cheap (av £15 per kg and not usually available in bulk amounts, except from Tomps .. although it does seem that more firms are offering larger amounts these days). Always necessary to thoroughly shake-up containers before use. Transparent versions exist but not really an option for home-work due to toxicity! Discolours in time (no UV blocker available). Cannot be made thixotropic (except through addition of fillers). Some resins have difficulty curing in very small amounts or cast in very thin sections. Cans or bottles supplied in are not suitable for pouring small amounts from! .. decant amounts of both parts into plastic cups first. Cans for parts ‘A’ and ‘B’ are usually identical except for labelling and with identical lids .. mark these ‘A’ and ‘B’ to avoid getting mixed up. Uncured resin is not regular domestic waste and has to be taken to recycling!
Using too much of the hardener part (this is most often part ‘B’, the thinner of the two liquids. With EasyFlo it’s part ‘A’ though) can lead to persistent greasiness on the surface of the cast. Always try to dose accurately 1:1 by weight unless the product directions state otherwise. The greasiness can go in time or the cast needs to be scrubbed in lukewarm water and detergent.
Featured materials
Fast Cast polyurethane resin £9.59 per 500g kit, £25.18 per 2kg, £97.08 per 10kg (tomps.com) Extra-fast and extra-thin PU resin (Tomps claim that the viscosity is as low as 40cps but it’s actually a little over 50 .. still very thin though!), pot-life 3-4mins, demould after 30 mins. Slower version pot-life 7-8mins, demould after 1 hour (this is unusual, patience is needed before demoulding). Cured colour pale beige. Has a low viscosity because it comes unfilled. Shore D 72 when fully cured. Manufacturer’s recommended shelf life 6 months. Read MSDS supplied on Tomps website .. Part ‘A’ classed Xi Irritant, Part ‘B’ classed Xn Harmful.
EasyFlo 60/120 £28.80 per 1.9kg (4D), £24.62 per 1.9kg/£96.53 per 10kg(mouldlife.net). Made by Polytek. The numbers in the names of the different types denote their viscosity in cps. EasyFlo 60 has a very short 2min working time and just 15min demould. EasyFlo 120, the thicker one, is specially designed for ‘slush’ or rotational hollow casting, 2min working time, 15-30min demould. Cured colour opaque white. SG when mixed 1.03. EasyFlo is noticeably more ‘plastic’ i.e. a little more flexible when cured than other polyurethane resins. The big difference to note with EasyFlo is that it can be mixed 1:1 by volume and if by weight needs to be mixed in the ratio of 100A:90B! Shore D 65. The manufacturer recommends meths as a cleanup agent and shelf life of 6 months. Read MSDS supplied on Mouldlife website .. Part ‘B’ classed Xi Irritant, Part ‘A’ classed Xn Harmful.
SIKA Biresin G26 £38.27 2kg (Tiranti) I’ve used this on-and-off for a long time and it has always been reliable .. keeps well, flows well for fine detail .. though it is not the cheapest or the thinnest. Unfilled, viscosity 70cps. Normally 3-4min working time and 30min demould but can be sooner especially if taking advantage of ‘green stage’ when resin is still partly flexible but can be demoulded. I’ve found that G26 has a longer green stage than other resins tried. Cured colour light beige, Shore D 70, SG mixed 1.1. Manufacturer’s recommended shelf life 12 months. Read MSDS supplied on Tiranti website .. Part ‘A’ classed Xi Irritant, Part ‘B’ classed Xn Harmful and ‘dangerous’ with some evidence of a carcinogenic effect .. hmm, this I keep forgetting!
Fillite with PU resin £4.56 1kg, £14.10 5kg (tomps.com); £43.20 25kg (specialplasters.co.uk) An expanded ash material, a popular filler for resins. Resin will generally accept up to 4x its volume of Fillite without affecting setting process but the mixture starts to become too thick to pour easily after about 2x. If using any filler with resin, care should be taken to keep the filler completely dry i.e. always in sealed containers, away from atmospheric moisture, otherwise it can cause the resin to foam. Fillers are commonly used with resins for various reasons .. to economise; to make the casts either lighter or heavier; to make resin harder or softer; to impart a colour or appearance; to thicken for making hollow shell casts, etc .. Normally the filler is mixed thoroughly into one part of the resin, part ‘A’, before the measured amount of part ‘B’ is added. If you are adding filler to achieve a specific thickness and want more control over that, measure out both resin parts and mix filler into both before putting them together. Mixing filled resin parts needs more thoroughness to properly distribute them!
Polyester resin
Advantages Inexpensive (esp 5kg upwards, as little as £6 per kg). Available (many suppliers), and good literature/info on the web. Versatile (different types e.g. general-purpose, gelcoat and clear casting) and can be made thixotropic. Very strong (esp. with glassfibre reinforcement .. its most familiar use). UV blocker available to combat discolouration. Longer pot-life (compared to polyurethane resin) gives more time for mould-filling or coating (excellent choice for PU foam coating). Takes powder pigment and small amounts of standard artist’s oil paint well for colouring without affecting cure. Choice of catalyst addition (standard 1% but more can be added when mixing small volumes to ensure curing). Some ‘GP’ versions are modified for less styrene emission. Best choice, because transparent, for colouring or filling with metal powder for ‘cold metal’ casting.
Not so good Work should only be carried out when indoors under proper extractor fan conditions (never at home) and using respirator masks. Strong exothermic reaction may cause cracking in larger volumes (add less catalyst). Some types more prone to surface tackiness (oxidisation). Tends to be brittle on its own compared to polyurethane resin. Vaseline should not be used as barrier, and polyesters are affected by contact with moisture/water.
Featured materials
Tiranti’s polyester resins multi-purpose £9.26 per kg; general purpose £9.25 per kg; gel coat £11.39 per kg; clear casting AM £13.63 per kg (Tiranti). Gelcoat can be catalysed adding 2% whereas MP, GP and clear should use just 1% for large solid castings (but up to 4% can be used to accelerate small castings). Pot-life c. 20mins. At 2% catalyst MP can be safely demoulded in less than 2 hrs but allow 72hrs-1week for full setting. If barrier/ release is needed (not normally necessary with silicone or vinyl) use polyvinyl alcohol or rape seed oil.
Cold metal casting metal powder c.£10-£12 per 500g average (tomps.com, Tiranti) Up to 4:1 metal powder to resin (by weight) can be mixed to make surfacing layer with either MP or clear casting resin, catalysed 2% (always add catalyst to resin in this case before mixing in metal. If proper gelcoat resin is used less metal can be added, c.2-3 parts metal by weight. Less than 2:1 is ineffective. Wait until rubber-hard, then fill rest with normal resin catalysed 2% for small forms (1% for larger). This can either be unfilled or if preferred, dark pigmented. Wait at least 72 hrs before ‘cutting back’ and buffing (cutting back is abrading the surface i.e. with steel wool to expose the metal particles properly). Note: Tiranti’s ‘rule of thumb’ is same volume of metal powder to resin plus ‘a little more’ metal powder, and they advise that if measuring by weight the content of metal powder to 1 part resin is; Aluminium 1.25, bronze 6-7, brass 5-6, copper 4-5, iron 6-7
Fibreglassing
Chopped strand mat standard 300gsm £1.62 sq metre (specialplasters.co.uk) £2.94 sq metre (Tiranti). Matting used in conjunction with MP or GP polyester resin (do not use clear casting resin) for fibreglass lamination.
Just 1 soaked layer of 300gsm matting may be more than strong enough for a small form i.e. up to 20cm; over that 2 layers up to 40cm, and larger than that 3 layers. This is a rough estimation and it depends of course on whether the object will be load-bearing or not.
Plaster
Advantages Cheap (i.e. even a high quality plaster may be as little as c. £20 for 25kg from the right suppliers). Suitable for solid pouring of medium to large-size forms. Available (many suppliers), and good literature/info in print and on the web (established material with very long tradition). Reliable i.e. not easily contaminated and long shelf-life if properly stored. Easy to mix (with some care and practise). Health&safety friendly. Extensive range of brands with varying properties and uses (differences in fineness, hardness, setting time etc). Choice of fine, dense, hard ‘alpha’ plasters or softer, more porous ‘beta’ plasters. Best to use fine casting plaster (with recommended ratio 2.5-3parts plaster to 1part water, i.e ‘alpha’ plaster, for most work, i.e. not just casting but mouldmaking, except when doing absorption castings.
Not so good Surface air bubbles and water drainage lines on casts are often an issue (moulds can be sprayed with a surfactant to combat these). Not as ‘free-flowing’ as resins and certainly not as tough for casting small, slender forms. Not as easy to patch or repair. Weighing scales needed if following recommended ratios by weight. Small amounts sold in craft or hobby shops are vastly overpriced usually with no supporting information re. type (whether ‘alpha’ or ‘beta’) or optimum mix ratio etc.
Featured materials
Prestia Expression casting plaster £20.08 per 25kg (specialplasters.co.uk). Fine, hard ‘alpha’ plaster. Mix by eye (but recommended optimum mix 2.5-2.6kg per litre water). Water volume will constitute approx ½ final volume. Working time 8-10 mins. Can be demoulded after c. 30mins, or after top water has been reabsorbed.
Crystacal R casting plaster £24.49 per 25kg (specialplasters.co.uk). Similar to above but even harder and stronger. Recommended mix for maximum strength is 2.86kg per litre water, but this mix does not pour well (2.2-2.5 makes more pourable mix). Pot life 10+mins, setting 15-20mins, demould 30+mins. Slightly longer working time makes this a good plaster for building up mould jackets using its intermediate ‘cream cheese’ state, but one has to work fast.
Basic Alpha £8.29 per 5kg, £21.26 per 25k (Tiranti) Good quality casting plaster, fine and hard. Working time approx. 12mins, set hard in 25mins. Recommended mix 2.8kg per litre water.
Colouring of plaster For calculating beforehand how much pigment can be safely used, at max 10% by weight .. If 100ml of final mix is needed, this will require roughly 100ml of plaster and 50ml of water. Plaster has a generalized SG of 1.2 so the weight of the mixture will be 170g. So up to 17g of pigment can be added in theory before affecting setting. No special pigment needed .. standard powder pigment will do.
Polymer-modified plaster
Advantages A good ‘alpha’ plaster can be mixed with acrylic polymer liquid in place of (or occasionally in addition to) water which makes casts much stronger and even ‘weatherproof’ for outside sculpture. The resulting mix can also be used in place of resin with glassfibre matting or other reinforcement to build or cast very durable shells. The mix generally has a longer working time than plaster/water (i.e. can be 20-30mins as opposed to 10-15mins) and it can enable finer, more detailed castings. ‘Jesmonite’ is one popular brand, usually sold as a system, but acrylic polymer liquid can also be bought on its own, i.e. from Tiranti, for use with any alpha plaster.
Not so good More expensive than using the plaster on it’s own (i.e. Jesmonite ‘kit’ comprising 3kg plaster plus 1kg liquid is c. £25). Mixing needs to be very thorough (power-assisted mixing recommended for large amounts). Mix much more prone to air bubbles (leave to stand a little).
Featured materials
Plaster/polymer mix polymer liquid £9.25 per 1kg, £35.34 per 5kg (Tiranti) Only with ‘alpha’ plasters, generally 3:1 plaster:polymer by weight. Up to 10% more polymer or water can be added to thin the mix.
Jesmonite £25.60 per 4kg kit (4D), £60.00 per 20kg kit (canonbury arts). Mix 2.5-3parts powder to 1part liquid. Different Jesmonite types e.g. AC100 (general-purpose)
Latex
Advantages As a flexible casting material in special cases but normally only when applied in thin layers and better using an absorbent mould such as plaster (latex is an ideal material for the absorption casting method). Also ideal for creating flexible ‘skin’ surface casts. Good detail reproduction. Relatively inexpensive (c £10 per litre). Can be used as it comes, no mixing needed. Durable and long-lasting, with a surprisingly high tear strength. Can be thickened (special additives available). Latex is readily available (many suppliers, inc. hobby and art shops). No serious health&safety issues. Can be coloured (using small amounts) with any water-based paint.
Not so good Cannot be poured as a ‘mass’ into a non-absorbent mould (such as silicone) because it sets by evaporation of water content .. it will never dry! Can only be applied in layers, each of which needs to dry first before applying the next. Drying is slow unless mould is absorbent. Will shrink up to 10%! Surface painting of dried latex poses some problems (best methods are either to mix acrylic paint with Prosaide or use Humbrol enamel paints). Latex casts need a good dusting of talc to stop them sticking together. Latex is not compatible with petroleum jelly i.e. Vaseline, so this cannot be used as barrier/release agent.
Featured materials
£11.30 per kg (Tiranti), £11.00 per kg (Canonbury Arts)
Prosthetic silicone
Advantages Very soft, ultra-flexible silicones (with a low Shore A value) such as Platsil Gel 10 or 00 can be cast to make prosthetic forms or bendable animation puppets. These silicones are usually translucent and will accept small amounts of acrylic or oil paint as colourant. Can be made even softer with addition of special ingredient i.e. ‘Smith’s Deadener’ for Platsil range. Usually addition cure (1:1 mix) and much faster curing. Usually high tear strength. No noticeable shrinkage.
Not so good These are generally more expensive than other silicones. Fairly viscous, may not be pourable (more likely ‘spreadable’). Not compatible with ..sulphur-based plasticines, latex, condensation cure silicones, set addition cure silicones, some resins .. i.e. fairly long list of known inhibitors, including garlic! If additional surface painting is required this is either not easy, or requires specially marketed sfx paints which are quite expensive.
Featured materials
Platsil Gel 10 £58.10 per 2kg (4D) also available from mouldlife.net. Mix parts 1:1 by weight or volume, approx. 6min working time, brushed into mould (too viscous to pour easily), 30min demould. Can be coloured with small amount of acrylic or oil paint mixed in (unbelievably, oil paint doesn’t affect it).
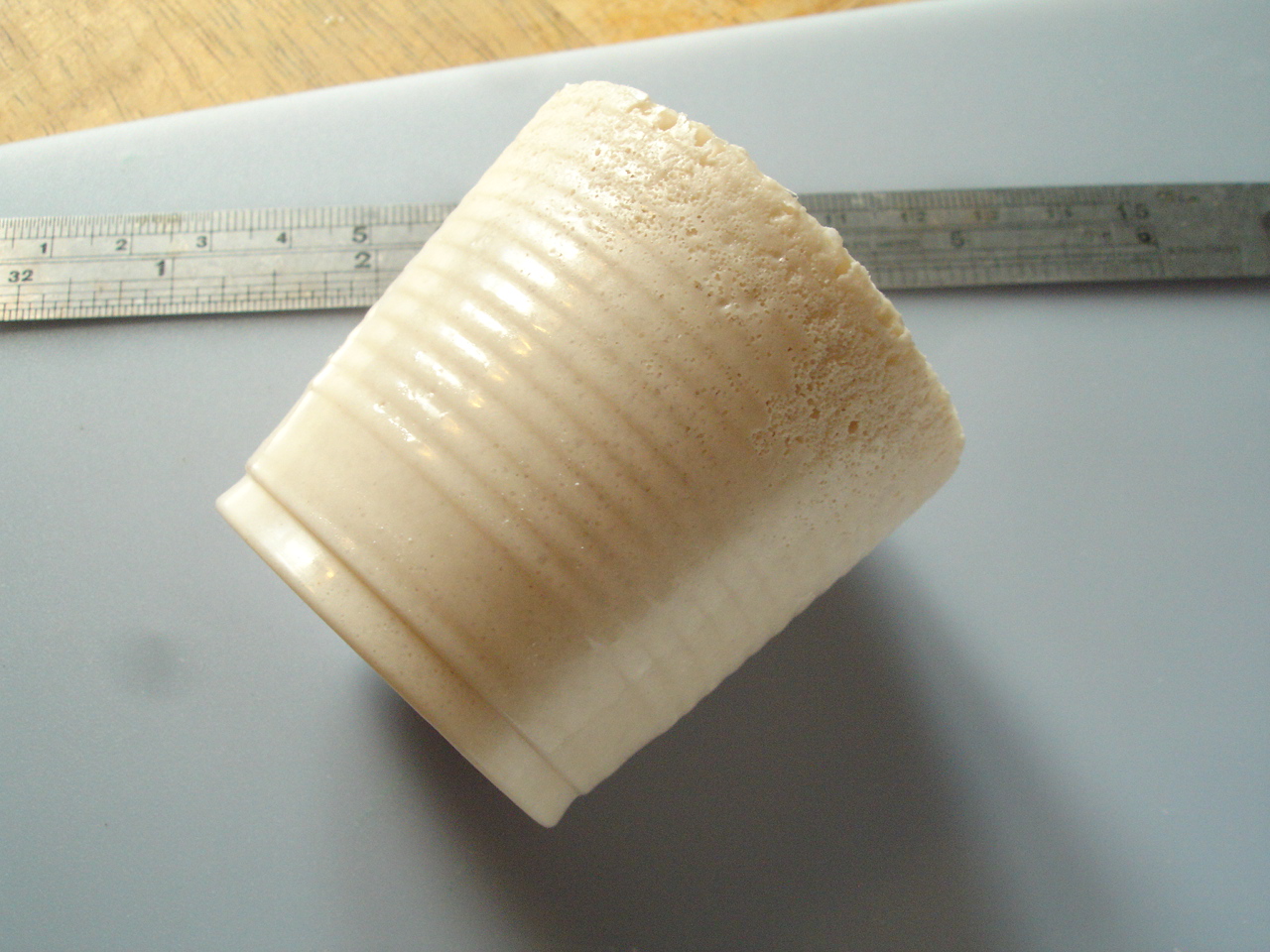
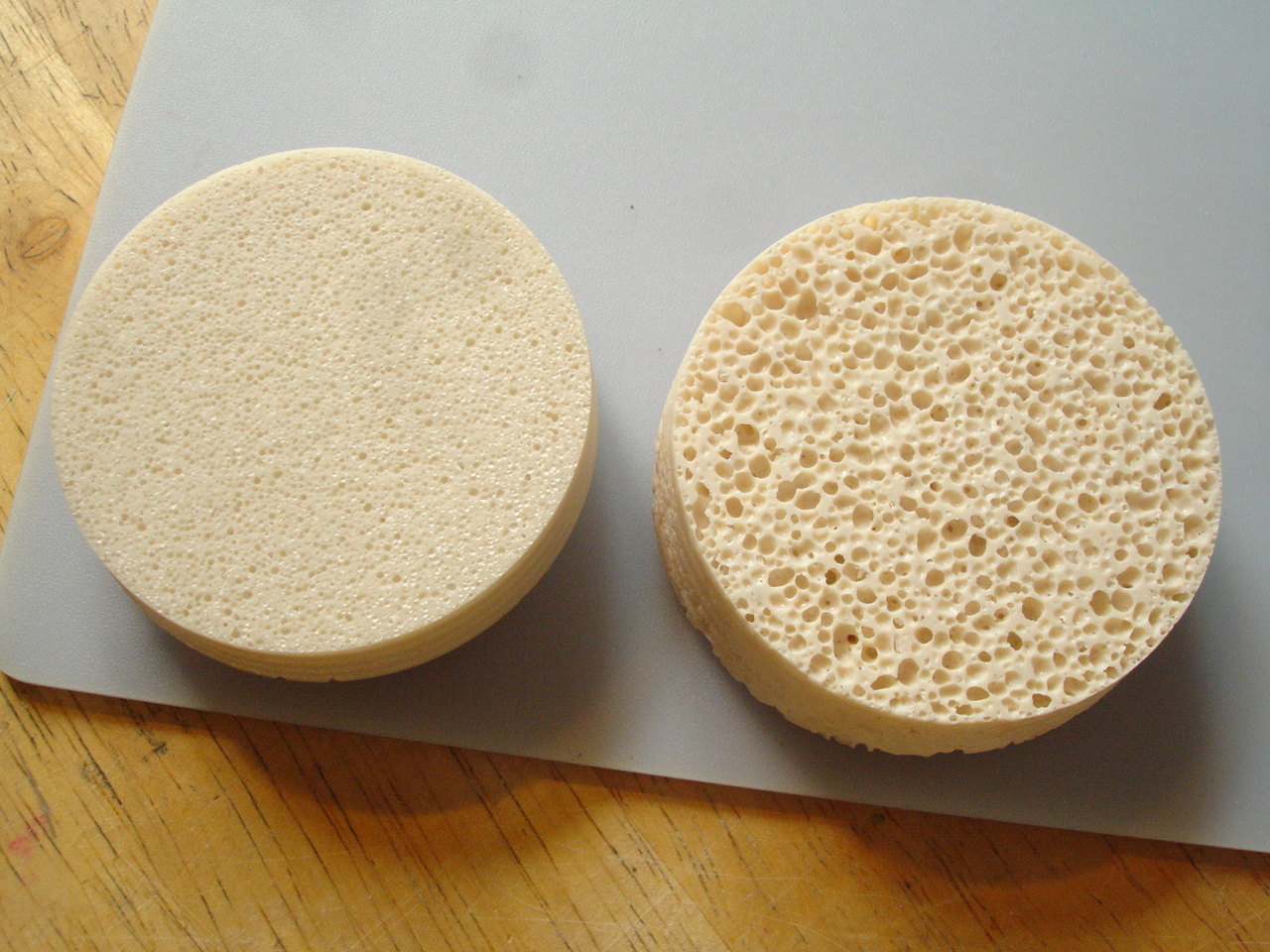
Polyurethane foam
Polyurethane foam is available to buy in the form of two liquids which when mixed together start to foam, expand and solidify to fill a space a number of times larger than their initial volume. There are so-called ‘self-skinning’ foams which develop a less porous outer skin, and there is also the choice of rigid, brittle-setting foam or flexible types similar to cushion foam. If the right amount is mixed quickly and poured into a mould which is then securely closed the foam will expand to produce a cast of the form. This works well for fairly simple shapes but not for constricted ones and there is a limit to how much surface detail is reproduced.
Featured materials
Self Skinning Flexible Polyurethane Foam £38.88 per 3kg (Tiranti) Mix Parts ‘A’ and ‘B’ in ratio 2:1 by weight. Expands 5-6 times volume. 5mins to rise, 15-20mins demould. Cures white. Special H&S care needed against breathing in Part B ‘harmful by inhalation and contact with eyes’.